I'm back L-O-L
The original plan was to build a 540, so a block with a 4.50-inch bore was what I was looking for. I have a lot of friends and connections in the biz (including heavyweights like David Reher), and none of them could come up with or give up a block. I was on the phone almost every day for six months trying to find a block. I was pretty much convinced there was little hope of finding one because of the supply chain issues we were all facing. One day I tried Borrowski Race Engines in Rockdale, Illinois. Much to my surprise, they had one (1!) 4.6-inch bore block available. I asked him to hold it while I called my piston manufacturer of choice (Mahle Motorsports). Mahle told me they had one (1!) set of 4032 alloy, low dome pistons for a 4.6-inch bore block available, so it all fell together. Borrowski has a Rottler machining center setup for blocks, so I asked them to run my block through to my specs. Fed Ex managed to lose the block in transit, but eventually I took delivery. Here's the bare block before final cleaning:

I cleaned it several times (Borrowski also cleans it) and then started the assembly, beginning with prep work like plugs, block drains, dowels, etc. You can see I use rad petcocks on the block drains:

This is my crankshaft of choice: It's a fully counterweighted forged job from Molnar. Tom's a friend and honestly, he does fabulous work. Stroke is 4.250-inches.

I miked the crank, and it was pretty much dead nuts accurate:

Tom Molnar suggested I use bearings from King Bearings (they're out of Israel). Rods and Mains (shown here) are coated. There was another wait because the bearings I needed (standard, standard, narrow rod) were backordered:

Crank is in it here, but as you can see, only the front main and the rear main are in place. I was checking crankshaft end clearance. Look closely and you can see I'm using a billet oil filter adapter, without a by pass. This thing will never see use in cold weather and I don't use super heavy oil, so....

These are the Mahle Motorsports pistons I'm using. They have a 1.270-inch compression height, a 10-cc mini dome, and they're machined for relatively skinny metric rings (1.5-mm top and second; 3.0-mm oil). The pistons are dry phosphate coated to prevent ring micro-welding and pin galling during initial startup. Mahle includes proprietary Grafal anti-friction coating to the piston skirts:


Pins are conventional 0.990-inch jobs. Retainers are round wire (which are slightly less painful to assemble than Spirolocks). The pistons are setup so that you can get a little screwdriver in place to work the retainer.

Rods also came from Tom Molnar. They're 6.385-inches center to center and obviously set up for a floating pin:

Tom designed his own thread configuration for the rod bolts and has ARP build the rod bolts for him:

I file-fit all of the rings by hand to set the end gap for each cylinder. I don't have (and cannot justify) one of the super fancy, super expensive electric ring filing tools out there so I use this tool from Summit Racing. Compared to other hand ring filers, this one works fabulously:
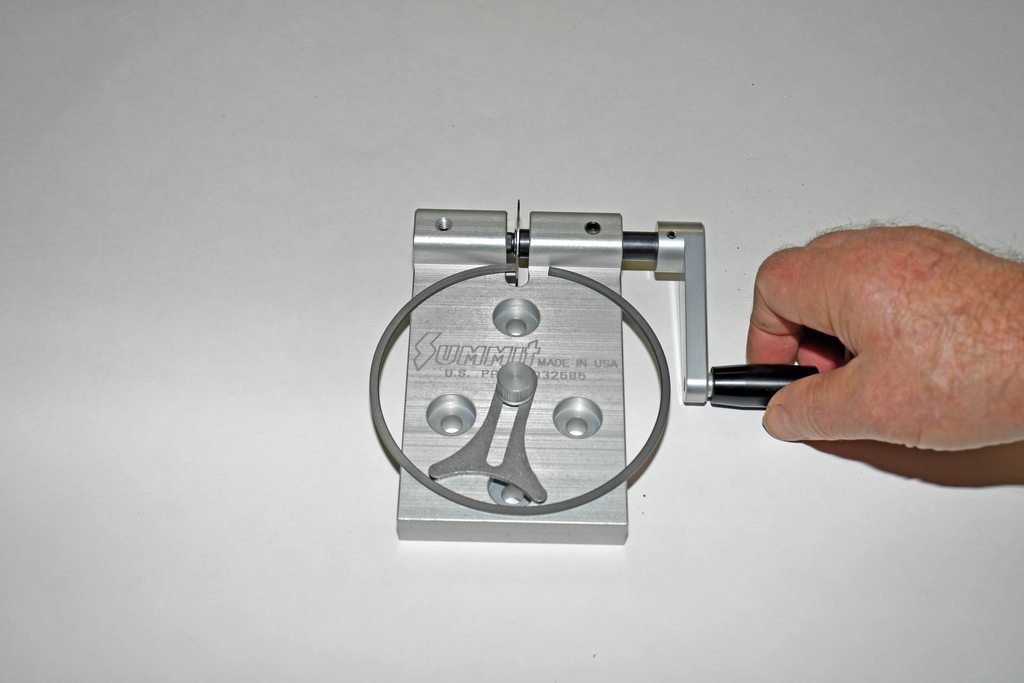
A big part of the process is "sneaking up" on the gap. In other words, file a little bit and check the gap, repeat, repeat, repeat for eight top rings and eight second rings...it takes awhile...L-O-L:

During the pre-assembly phase, I don't install the rings on the pistons or the pin retainers. I do that after the engine is balanced. In the pre-assembly phase, I tape the ring lands with a couple of wraps of painter tape to protect the various bits and to keep the pins in place. Nothing new here. Lot's of race engine builders do the same thing:

It was time to degree the camshaft. Here I'm using a piston stop to establish true top dead center:

Here's the timing chain setup I'm using. It's an Australian Rollmaster. As you can see on the crank gear, there are a ton of timing options, and my timing set was pretty old (but not used). It came from the old Crane Cams and instructions weren't plentiful. It took some messing around to get it dialed in. Once the engine was final assembled, I used a roller cam button and cam bolt lock on the nose:

I'm using a large diameter degree wheel from B&B Performance. My old acquaintance Joe Stef (Stef's Oil Pans) owns B&B. Joe is a member here, and his company products are stellar. By the way, the camshaft is a mechanical roller from Bullet Racing Cams. I've known John Partridge (owner of Bullet) ever since his days at Lunati and me working on NHRA Stockers. The cam has a lift of...a wee bit more than 0.750-inches on both the intake and exhaust and the duration and lobe center are...I'm not telling...L-O-L. Seriously the roller cam is a big pussy cat in this engine. It now idles at 1100 RPM or so in gear

Just a look at the dial indicator as I'm going through the process...

For the most part I use Mahle gaskets in the engine. The head gaskets are MLS (Multi Layer Steel) configuration. They don't require a hot retorque (which is an absolute pain without a test stand). I like them a lot (a Lot!). The gasket shown is one I had for the 4.50-inch bore 540, and obviously, I couldn't use it here:


At this point, I disassembled everything and took the respective parts in to be balanced. I'll show you more of the build next time around...